
高性能フレキシブルクーラントノズルの選び方 その2
4.Sノズルの導入事例
ここではステンレス製クーラントノズルである、Sノズルの実際の導入事例を説明いたします。
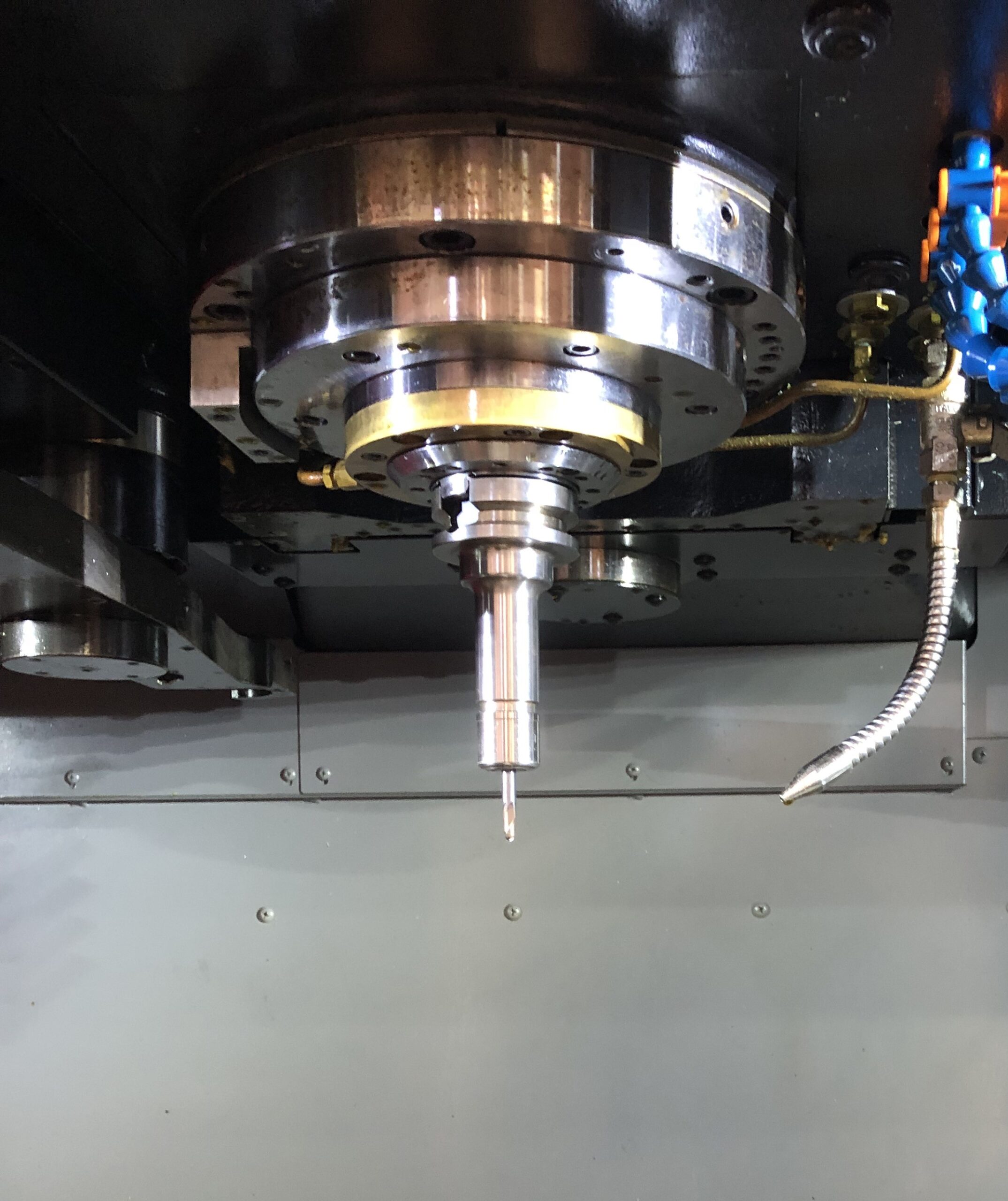
4-1 マシニングへの導入事例
N社(大阪府) 創業100年を超える老舗工作機械メーカー。
立型および横型マシニングセンター 吐出口径φ2mm、長さ250mm~300mm
O社 (愛知県) 大手工作機械メーカー
立型マシニングセンター 吐出口径φ4mm 長さ150mm~200mm
S社 (静岡県) 中型精密機械メーカーの大手
大型横中ぐり盤 吐出口径φ2mm 長さ300~350mm
K社 (新潟県)
大型横中ぐりフライス盤 吐出口径φ3mm 長さ200~600mm
4-2 NC旋盤への応用事例
Y社 (愛知県) 大手工作機械メーカー
複合CNC旋盤 吐出口径φ4mm 長さ100~200mm
5.クーラントノズルの製品選択の方法
ここでは、クーラントノズルを新設や交換する際に製品を選択していくうえでの
ポイントについて説明していきたいと思います。
5-1 吐出用途の確認
最初にクーラントノズルを使用する用途(中に流れる流体)が何であるかを
まず確認する必要があります。
クーラントオイルなのか、ミストなのか、あるいはエアー吹き付け用として使用するのか、
はっきりさせておく必要があります。
5-2 吐出口形状の確認
先端の形状を丸口にしてストレートに吐出させるのか、平口型にして幅広く吹きかけるのか、
また流量によって口径の大きさも選択する必要があります。

ただし、フレキ部分の内径やネジ部の内径よりも吐出口径を大きくすることは、
あまり意味がありません。
5-3 取付けのネジ寸法の確認
根元の取付けネジの寸法も確認する必要があります。
機械には管用テーパメネジ(Rcネジ)もしくは管用平行メネジ(Rpネジ)が
つけられていることが多いので、
ノズルには管用テーパオネジ(Rネジ)が付いていることが一般的です。
大きさもR1/8、R1/4、R3/8、R1/2が多いです。

5-4 長さの確認
フレキシブルクーラントノズルは、自由に曲がりますが小さく曲げることには限界があります。
直角に曲げるなどは無理で、それなりに大きなカーブが必要になります。
したがって、吐水位置までのルートを確認することは重要です。
また組立式のノズルは継ぎ足しができるので現場で長さ変更ができますが、
螺旋管式のノズルは長さ変更ができないので、できれば長さ計測用のフレキ見本を入手して、
図ってから手配することで失敗がなく、良いかと思います。
裏ワザとして、根元にエルボのアダプターを使ったり、
先端をアングルヘッドにすることで長さを短くすることが可能になります。
< 根元に90°アダプターを取付けた使用例 >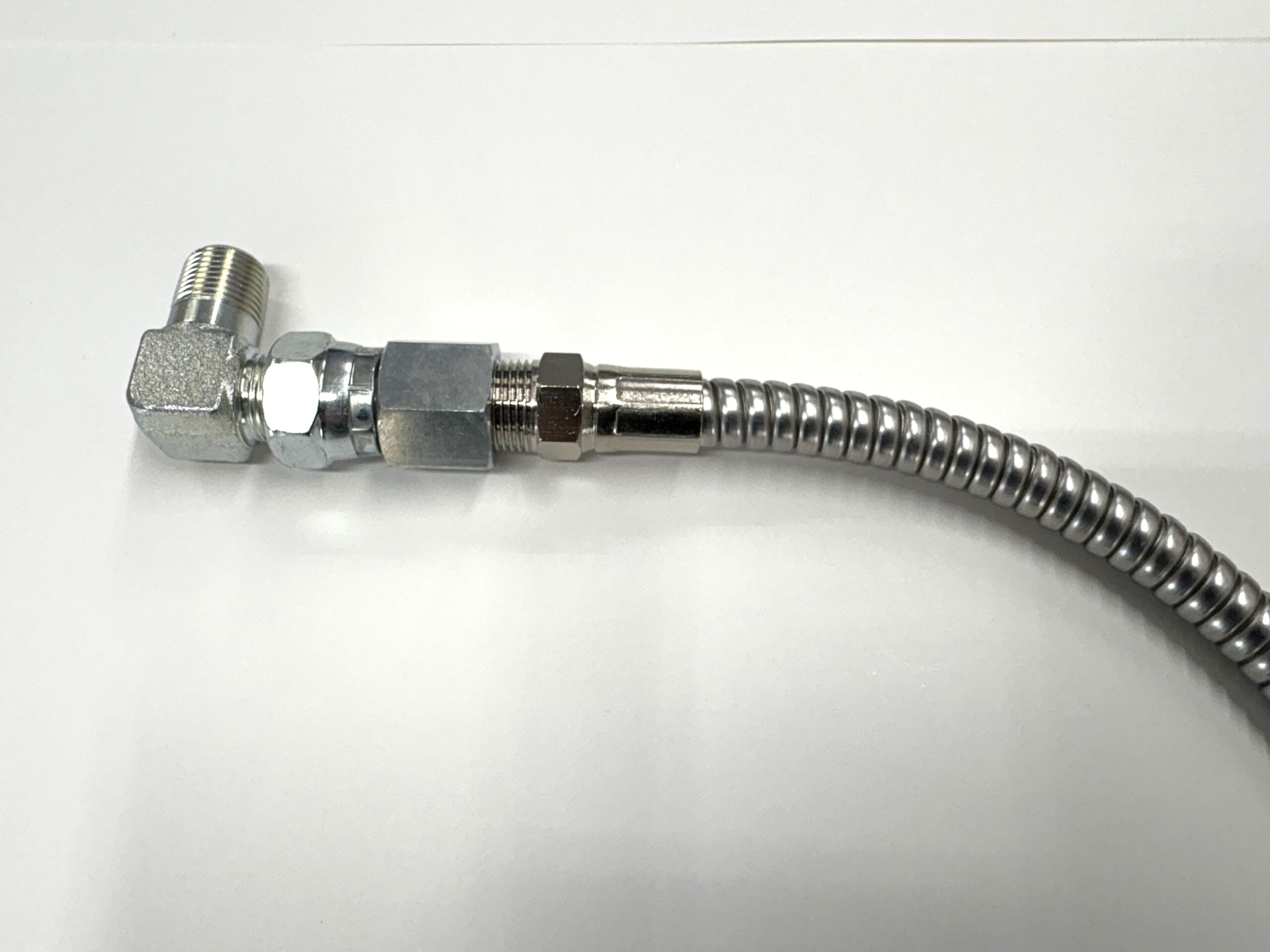
<先端に45°アングルヘッドを取付けた使用例>

6,Sノズルの使用上の注意について
ここでは、ステンレス製クーラントノズルの「Sノズル」について、
使用する際の注意点について説明いたします。
6-1 温度と圧力
Sノズルに通す液の温度は-10℃~50℃の範囲のものにしてください。
どうしても高温の溶液を流したいという御希望の場合は、
高温に対応するオールステンレスタイプというものもあります。
高圧での噴射はフレキシブルが動いて位置がずれる可能性があります。
位置ずれは長さを短くするかフレキを太くすることで影響を少なくすることができます。
曲げ方にもよりますので、実際の場面でテストしていただくことが間違いないかと思います。
6-2 取り扱いについて
最小曲げ半径よりも小さく曲げないでください。
内管が変形して破損の原因になります。
繰り返し曲げ伸ばし
繰り返し連続して曲げないでください。
フレキシブルチューブが折れて破損の原因になります。
曲げの頻度は5回から10回/日程度として下さい。ゆっくりと曲げてください。
ねじれ
Sノズルに使用されている螺旋管はねじれに弱い性質を持っています。
次のような場合にねじれが発生しますので、過度にねじれないように注意してください。
・曲げた状態で左右に向きを変えるとフレキがねじれてしまいます。
曲げ方向を変える場合、一度真っすぐ戻してから再度曲げてください。

・機器に取り付ける際に、フレキ部分を持ってねじ込むとフレキがねじれてしまいます。
ねじ込む際は必ず六角部分にスパナを用いて締め込んでください。

7、クーラントシステムの最新技術
これからの工作機械における課題の中で、クーラントはとても重要な位置を占めていると言えるでしょう。
特に現在では環境規制やコスト削減の観点から、クーラント液の省力化、
管理効率の向上が重要視されてくるのは間違いありません。
ここではクーラントの最新技術と言われているものをいくつかご紹介しましょう。
7-1高圧クーラント
高圧クーラントとは、加工物と工具の間に高圧でクーラント液を噴霧させることを言います。
高圧とは7Mpa~20Mpaのポンプ圧力を言います。
高圧で噴霧させることにより切粉が細かく切断されるため、工具に絡みつかずに
除去される能力が高いです。
切削加工で発生する熱のうち多くは切粉に滞留するため、この切粉をいかに効率的に
除去していくかがポイントになります。
また、高圧にすることで冷却効果も高まります。
7-2極低温クーラント
クーラントオイルの代わりに液体窒素や液化二酸化炭素を噴霧することで
極低温で切削加工を行う方式です。
クーラントオイルよりも冷却性能が高く、また切削液の廃棄がなく,
製品の洗浄工程が省略できるなど利点が大きいです。
ドライアイスが加工点付近で気化する際に酸素濃度を減少させることにより
急速に冷却させる方式のものもあります。
7-3セミドライ加工 MQL(Minimal Quantity Lubrication)
クーラントオイルを霧状にして噴霧させることを言います。
少量で効率的に冷却させる効果があります。
現在、クーラント関連の電力費が機械動力の約40~60%を占めると言われ(自動車メーカー情報)
ており、研究が進められております。
8、まとめ
クーラントシステムが工作機械の中でも重要な課題となっており、
工作物の精度や工具の寿命のみならず、省エネルギー、作業環境改善の観点からも
新しい技術が次々と誕生してきております。
これまでの、大量のオイルを広範囲にかけ流す方式から、少量のオイルをピンポイントに
噴射させることで効率的に熱を抑え、切粉を除去し、工具を長持ちさせるという方向で
進んでいくことは間違いありません。
その中で、フレキシブルノズルは大変重要な役割を果たしており、
新しいクーラント技術に合わせて、進化していくことが今後の工作機械にとって大切であり、
ひいてはこれからのモノづくりの進化を左右するパーツになるかもしれません。
